HPML Pattern Making: Why High-Pressure Moulding Lines Demand Precision
What Is HPML and Why It Dominates Modern Foundries
High-Pressure Moulding Lines (HPML) represent the gold standard of modern grey iron and ductile iron casting production. Machines like DISA 240, SINTO FBO, KOYO, ARPA, and RHINO use high-pressure hydraulic or pneumatic force to compact green sand around a pattern plate, producing mould boxes at rates of 100–400 moulds per hour. This speed and consistency is unmatched by manual moulding methods.
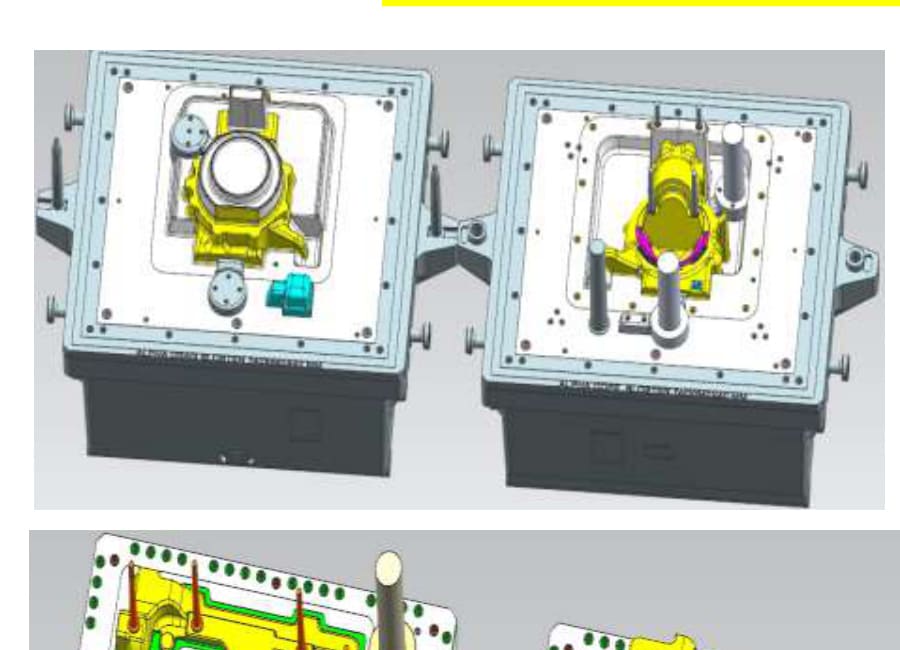
The basic principle: a pattern plate — with your casting geometry mounted on both cope and drag sides — is clamped into the moulding machine. Sand is blown and squeezed at pressures of 2–6 bar, creating a mould that is dimensionally identical to the pattern. The mould boxes then receive molten metal, solidify, and are broken out for casting.
HPML lines now account for over 70% of grey iron production in India's organized foundry sector. If you supply to the automotive, pump, or railway industry, the chances are your customers run DISA or SINTO lines.
How HPML Differs from Manual Green Sand Moulding
In manual moulding, a skilled moulder hand-rams or uses a rammer to compact sand around a loose pattern. Variations in compaction, skill, and pattern wear lead to casting-to-casting dimensional variation. For mass production, this is not acceptable.
HPML eliminates this variability. The pattern is rigidly mounted, the sand pressure is controlled and consistent, and every mould is made to the same dimensions. The result: tighter dimensional tolerances on the casting, lower rejection rates, and predictable quality.
The downside: HPML demands a pattern that is dimensionally perfect from the start. Manual moulding can tolerate a slightly worn pattern — the moulder compensates. An HPML machine cannot. Whatever imperfection is in your pattern, it will be replicated in every single casting you produce.
The Precision Requirements
HPML pattern making is not like general machining. The requirements are strict:
Dimensional accuracy: ±0.005mm for critical surfaces. This is not negotiable on DISA and SINTO lines, where the mould-to-mould consistency depends entirely on pattern accuracy.
Shrinkage allowance: Grey iron shrinks approximately 1.0–1.2% on solidification. Pattern makers must build in the exact shrinkage factor for the alloy being cast. Errors here mean every casting is undersized or oversized — a problem discovered only after production begins.
Draft angles: A minimum draft of 1–2° on all vertical surfaces allows the pattern to strip cleanly from the sand mould. Insufficient draft causes sand damage, torn moulds, and casting defects. For complex profiles, draft must be applied carefully on every face.
Parting line accuracy: The parting line where the cope and drag patterns meet must be perfectly flat or matched to the mould machine's platen. Any mismatch creates flash on castings.
Surface finish: Patterns should be polished to Ra 1.6 or better. Rough pattern surfaces transfer to the mould surface, appearing as casting surface defects.
How Super Innovation Achieves ±0.005mm Accuracy
At Super Innovation, our VMC machining fleet is the heart of our precision capability. We operate 5 VMC machines including Kingston, Kaizen, Leadwell, Electronica, and Jyoti models, with table sizes up to 2200×1100×900mm. Our spindle speeds reach 6,000 RPM with ±0.005mm positioning accuracy and ±0.003mm repeatability.
Every pattern begins with a 3D CAD model. For clients with 2D drawings, we convert to 3D. For components without drawings, we reverse-engineer from the physical casting. Our CAM programming team applies the exact shrinkage, draft, and parting line requirements before machining begins.
Pattern materials include aluminium alloy (for light patterns), resin/epoxy (for prototype patterns), and steel (for long-run, high-pressure applications). All critical surfaces are finish-machined on VMC, hand-polished, and dimensionally verified before delivery.
Compatibility: DISA, SINTO, RHINO, KOYO, ARPA, DARPA
We manufacture patterns compatible with all major HPML lines operating in India:
- DISA 240 / 280: Vertical moulding, tight pattern registration, high sand pressure (up to 6 bar)
- SINTO FBO: Horizontal flask moulding, match plate patterns, larger casting sizes
- KOYO: Japanese vertical moulding, popular in NCR auto sector
- ARPA 900: European vertical, used for medium-to-large castings
- DARPA: High-pressure vertical, similar requirements to DISA
- RHINO: Indian make, popular in smaller foundries
Each machine has specific platen dimensions, pin locations, and pressure requirements. Our patterns are designed and verified against each machine's technical specifications.
Common Mistakes in HPML Pattern Making
Wrong shrinkage allowance: Using a generic 1% for all alloys. Ductile iron, grey iron, and steel all have different shrinkage rates. This must be confirmed with the foundry before manufacturing.
Insufficient draft angles: Saving machining time by reducing draft. This causes stripped moulds and is one of the most common causes of HPML rejection.
Poor runner/gating design: The gating system must fill all cavities equally and at the right fill rate. Unbalanced filling causes misruns, cold shuts, and shrinkage defects.
Ignoring machine platen flatness: If the foundry's machine platens are worn, a new pattern must compensate for this. Always check with the foundry before final machining.
Skipping trial: Never deliver an HPML pattern without conducting a trial casting run and receiving approval from the foundry.
How to Request a Pattern from Super Innovation
We will provide a technical review, shrinkage and draft recommendation, and a detailed quotation within 48 hours. Call Santosh Kumar at 9718809475 or email superinnovation913@gmail.com.